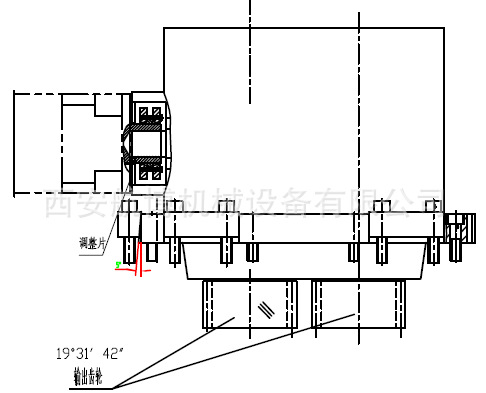
b, 双瓣齿轮传动轴,为齿轮箱内部的第二套传动轴,该轴消除间隙的原理是锉齿,即双瓣齿轮内部有一套弹簧,可以使双瓣齿轮齿有一定的错位,这样就可以使使双瓣齿轮和伞齿轮周上面所带的直齿小齿轮可以达到完全啮合的状态,以消除该啮合轴上的间隙,这一套啮合轴上在设计时需要注意的是伞齿轮上面所带的直齿小齿轮需要很高的加工精度,五级精度最好,这样才能和双瓣齿轮啮合到最佳状态,双瓣齿轮,因为双瓣齿轮是用螺栓固定在一起的,来保证锉齿状态的稳定性,所以固定螺栓的大小很重要,太小螺栓摩擦力达不到要求,即会使双瓣齿轮达不到措施的效果,第二传动轴要达到最小间隙,就需要检测双瓣齿轮和直齿小齿轮的啮合状态,即双瓣齿轮上面的预紧螺栓的预紧力。
c, 第三传动轴即为双瓣齿轮轴上面所带两套人字齿和输出轴的啮合状态,该啮合轴上面需要注意的是人字齿轮轴最好是一刀成型的双人字齿轮轴,这样才能够达到两个输出齿轮的同步性,但是该加工工艺很难达到,即也可以采用先加工两个人字齿轮然后安装到双瓣齿轮轴上面,但是该安装要求很高,必须要保证两个人字齿旋向高度一致,这样才可以和两套输出轴上面的两只齿轮完全啮合,在完全啮合的状态下,即可以调整碟簧使输出轴上的两对斜齿轮和一组人字齿达到蹩紧状态,来达到消除该传动轴上的啮合间隙。
以上即为消隙齿轮箱在设计/装配过程中所应该注意的几点问题。
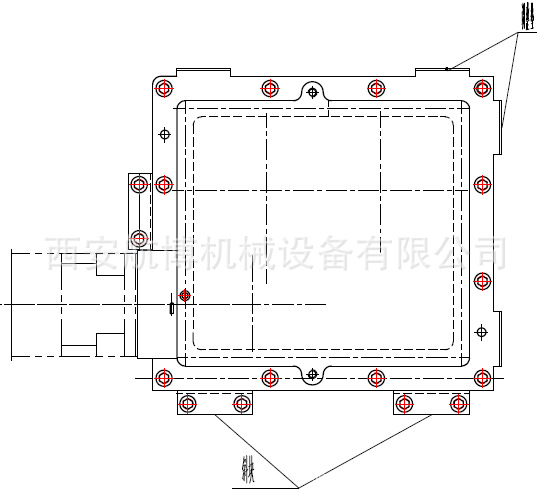
机械消隙齿轮箱在安装过程中,需要注意的是:
齿轮箱的安装面必须要和机床的安装面保持平行。
四个方向定位销钉必须要达到准确一致。
输出齿轮至少要啮合2/3的齿条啮合面。
机械消隙齿轮箱配合机床在调试过程中应该注意的是:
确保将齿轮箱已经准确无误的安装到机床上面后,然后在机床操作人员的配合下运行机床所装齿轮箱的传动轴,然后观察机床的运行平稳性,和运行噪音,如都无误,然后使用百分表测量传动轴的反向间隙和重复定位精度。
即通过分析齿轮箱的设计/装配,安装以及调试的全过程可以得出一个结论:
即机械消隙齿轮箱如何才可以达到原理上的机械传动零间隙
消除一处径向间隙,三处轴向间隙(四套传动轴上的传动间隙)。